The objective of cutting:
1.
Precision of cut – garments
cannot be assembles satisfactorily, and they may not fit the body correctly, if
they have not been cut accurately to the pattern shape. The ease with which
accuracy is achieved depends on the method of cutting employed and in some
cases on the marker planning and marker making. In manual cutting using a
knife, accuracy of cut, given good line definition, depends on appropriate,
well maintained cutting knives and on the skill and motivation of the cutter.
In both die cutting and computer-controlled cutting, the achievement of
accuracy comes from the equipment.
2.
Clean edges- the
raw edges of the fabric should not show fraying or snagging. Such defects come
from an imperfectly sharpened knife.
3. Un-scorched, un-fused
edges- The build-up of heat in the knife blade comes from the
friction of the blade passing through the fabric. This, in extreme cases, leads
to scorching of the fabric, and, more frequently, to the fusing of the raw
edges of thermoplastic fibre fabrics, such as those containing polyamide or
polyester. The cutter separate individual plies from the pile of cut parts.
Forced separation causes snagged edges, and in any case, the hard edge is
uncomfortable in wear. Solutions to this problem lie in a well- sharpened
blade, a blade with a wavy edge, the use of anti- fusion paper during
spreading, spraying the blade with air coolant/ lubricant, slowing down the
speed of the blade and reducing the height of the lay.
4.
Support of the lay- the
cutting system must provide the means not only to support the fabric but also
to allow the blade to penetrate the lowest ply of a spread and sever all
fibres.
5.
Consistent cutting-
the cutting system should not be limited in the height of plies it will cut,
because of progressive deterioration in cutting quality, though there may be
mechanical or human reasons, such as toppling or leaning, for the height of the
lay being limited.
Methods
of cutting:


 1. Hand
shears- Hand shears are
normally used when cutting only single or double plies. This method is flexible
enough to accommodate any fabric construction and pattern shape. The obvious
disadvantage of the method lies in the time it consumes and the consequent high
labour cost per garment, but it is appropriate for made-to-measure garments.
1. Hand
shears- Hand shears are
normally used when cutting only single or double plies. This method is flexible
enough to accommodate any fabric construction and pattern shape. The obvious
disadvantage of the method lies in the time it consumes and the consequent high
labour cost per garment, but it is appropriate for made-to-measure garments. 2. Straight
knife cutting machine – most cutting rooms which
cut garments in bulk, but not in
sufficient bulk to justify the purchase of computer-controlled cutters, make
use of straight knives. The elements of a straight knife cutting machine consist
of a base plate, usually on rollers for ease of movement, an upright or
standard carrying a straight, vertical blade with varying edge characteristics
and an electric motor above it, a handle for the cutter to direct the blade,
and a sharpening device. Two kinds of power are required to operate a straight
knife. Motor power drives the reciprocating blade and operator power drives the
knife through the lay. The straight knife is a common means of cutting lays in
conventional cutting rooms because it is versatile, portable, cheaper than a
band knife, more accurate on curves than a round knife and relatively reliable
and easy to maintain.
2. Straight
knife cutting machine – most cutting rooms which
cut garments in bulk, but not in
sufficient bulk to justify the purchase of computer-controlled cutters, make
use of straight knives. The elements of a straight knife cutting machine consist
of a base plate, usually on rollers for ease of movement, an upright or
standard carrying a straight, vertical blade with varying edge characteristics
and an electric motor above it, a handle for the cutter to direct the blade,
and a sharpening device. Two kinds of power are required to operate a straight
knife. Motor power drives the reciprocating blade and operator power drives the
knife through the lay. The straight knife is a common means of cutting lays in
conventional cutting rooms because it is versatile, portable, cheaper than a
band knife, more accurate on curves than a round knife and relatively reliable
and easy to maintain.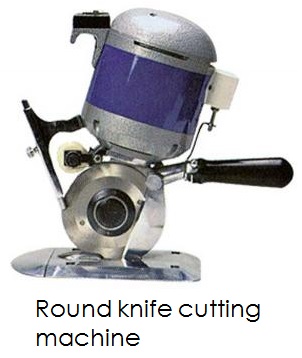 3. Round
knife cutting machine- the elements of a round
knife are a base plate, above which is mounted an electric motor, a handle for
the cutter to direct the blade, and circular blade rotating so that the leading
edge cuts downwards into the fabric. Blade diameters vary from 6 cm to 20 cm.
Round knife machines are suitable for cutting curved lines in high lays because
the blade does not strike all the plies simultaneously at the same point as a
vertical blade does. Therefore a round knife machine is used only for straight
lines or lower lays of relatively few plies. It is naturally much more
difficult for a circular blade to negotiate a tight curve, such as an armhole.
3. Round
knife cutting machine- the elements of a round
knife are a base plate, above which is mounted an electric motor, a handle for
the cutter to direct the blade, and circular blade rotating so that the leading
edge cuts downwards into the fabric. Blade diameters vary from 6 cm to 20 cm.
Round knife machines are suitable for cutting curved lines in high lays because
the blade does not strike all the plies simultaneously at the same point as a
vertical blade does. Therefore a round knife machine is used only for straight
lines or lower lays of relatively few plies. It is naturally much more
difficult for a circular blade to negotiate a tight curve, such as an armhole. 4. Band
knife cutting machine- a band knife comprises a
series of 3 or more pulleys, powered by an electric motor, with a continuously
rotating steel blade mounted on them. One edge of the blade is sharpened. The
principle of operation is different from a straight or a round knife cutting
machine in that the band knife passes through a slot in the cutting table in a
fixed position and the section of the lay to be cut is moved past it. The blade
is usually narrower than on a straight knife and there is no standard behind
it, both factors which assist the cutting of tight curves. A band knife
workplace may be so arranged that the operator either pushes or pulls the
section of lay towards the knife.
4. Band
knife cutting machine- a band knife comprises a
series of 3 or more pulleys, powered by an electric motor, with a continuously
rotating steel blade mounted on them. One edge of the blade is sharpened. The
principle of operation is different from a straight or a round knife cutting
machine in that the band knife passes through a slot in the cutting table in a
fixed position and the section of the lay to be cut is moved past it. The blade
is usually narrower than on a straight knife and there is no standard behind
it, both factors which assist the cutting of tight curves. A band knife
workplace may be so arranged that the operator either pushes or pulls the
section of lay towards the knife.
Band
knife cutting machines are used when a higher standard of cutting is required
than can be obtained with a straight knife. Space must be left around garment
parts when planning the marker so that they can be sectioned out using a
straight knife and then cut exactly using the band knife. When small parts such
as collars, cuffs and pockets are cut, a template of metal or fibre board in
the shape of the pattern piece may be clamped to the section of lay on top of
the marker which is then drawn past the band knife blade, cutting exactly along
the hard edge. Band knives are used more in menswear than in women's wear and
are often used to cut large garment parts such as the large panels of jackets
and overcoats.
 5. Notchers-
many garment parts require that notches are cut into the edges of them to
enable alignment during sewing with other garment parts. Specialised notching
equipment provides greater accuracy because a guide lines up the notcher with
the cut edge to give consistent depth of notch at a consistent right angle to
the edge. Both straight notches and “V” notches are available. A further
machine, the hot notcher, incorporates a heating element in order that the
blade may slightly scorch the fibres adjacent to the notch in order to prevent
it fraying and disappearing. This cannot be used with thermoplastic fibres or
certain unlined garments.
5. Notchers-
many garment parts require that notches are cut into the edges of them to
enable alignment during sewing with other garment parts. Specialised notching
equipment provides greater accuracy because a guide lines up the notcher with
the cut edge to give consistent depth of notch at a consistent right angle to
the edge. Both straight notches and “V” notches are available. A further
machine, the hot notcher, incorporates a heating element in order that the
blade may slightly scorch the fibres adjacent to the notch in order to prevent
it fraying and disappearing. This cannot be used with thermoplastic fibres or
certain unlined garments. |
| Pattern Drill |
6. Drills
and thread markers- where reference marks are
needed away from the edge of a garment part, such as for the position of
pockets, darts and similar features, a hole is often drilled through all plies
of fabric in the lay. The drill mounting includes a motor, a base plate with a
hole to allow the drill to pass through, and a spirit level to ensure that the
base is horizontal and hence the drill vertical. On many fabrics the drill is
used cold and the hole remains visible until the sewing operator comes to use
it. On looser weave fabrics, where the hole may close up, a hot drill is used ,
which will slightly scorch or fuse the edges of the hole. A hypodermic drill
may also be used which leaves a small deposit of paint on each ply of fabric.
If it is important that no mark remains on the fabric, a long thread may be
passed through the lay which is cut with scissors between each ply, leaving a
few centimetres visible on each garment panel. All drill holes must eventually
be concealed by the construction of the garment.
7. Computer
controlled cutting knives- this method provides the
most accurate possible cutting, at high speed. A typical computer cutting
system has a table with a cutting surface consisting of nylon bristles which
support the fabric lays but are flexible enough to permit penetration and
movement of the knife blade which is supported only at t he top. The bristles
also allow the passage of air through the table to create a vacuum, reducing
the height of the lay and holding it in place. The carriage supporting the
cutting head had two synchronised servo-motors which drive it on tracks on the
edges of the table. A third servo-motor positions the cutting head on a beam
across the width of this carriage. These two movements are co-ordinated to give
a knife position at any point on the table. The cutting head contains a knife,
automatic sharpener and a further servo-motor which rotates the knife to
position it at a tangent to the line of cut curves. A further facility controls
the deflection of the knife which inevitably occurs on curves by adjusting the
angle to equalise the pressure on each side of the blade. This ensures accurate
cutting through all layers. A sheet of airtight polyethylene covers the top of
the lay which assists the creation of a vacuum and allows significant compression
of the lay. A control cabinet houses the computer and the electrical components
required to drive the cutter, its carriage and the vacuum motor.

The
spreader spreads the lay on a conventional cutting table equipped with air
flotation. Paper is spread below the bottom ply so that the lay can be moved
onto the cutting table without distortions and so that the bottom plies are
supported during the cutting operation. This paper is perforated to enable the
vacuum on the cutting table to operate to compress the lay.
After
loading the disc into the computer, the operator positions the cutting head’s
origin light over the corner of the spread. This provides the computer with a
reference point. A lift and plunge feature enables the knife to negotiate sharp
corners and straight or “v” shaped notches can also be cut. A motorised drill
behind the cutting head can provide drill holes as required.
8. Die
cutting – in contrast to the fast-moving blades used in the other
methods of cutting, die cutting involves pressing a rigid blade through the lay
of fabric. The die (called a clicker in the shoe industry) is a knife in the
shape of a pattern periphery, including notches. One or more tie bars secure
its stability. Free standing dies generally fall into 2 categories. They can be
of strip steel, manufactured by bending the strip to the shape required and
welding the joint. These cannot be sharpened and must be replaces when worn.
Alternatively, they can be heavier gauge, forged dies which can be re-sharpened
but which are about 5 times the price of strip steel. The position of the tie
bars determines the depth of cut, which is generally greater with forged dies.
 Free
standing dies cut the small parts of larger garments such as collars and trouser
pocketing or the parts of smaller garments such as bras. They can also be used
for part of larger garment part, such as the neck area of a coat front. They
provide a high standard of accuracy of cutting but, because of the cost of the
dies, they are only appropriate to situations where large quantities of the
same pattern shape will be cut. Die cutting also offers much faster cutting for
the same depth of the cut. It is proportionally more economic for small parts
which have a greater periphery in relation to their area than do large parts.
In addition, the level of accuracy demanded of small parts is not only greater
but correspondingly more difficult to achieve with conventional knives.
Free
standing dies cut the small parts of larger garments such as collars and trouser
pocketing or the parts of smaller garments such as bras. They can also be used
for part of larger garment part, such as the neck area of a coat front. They
provide a high standard of accuracy of cutting but, because of the cost of the
dies, they are only appropriate to situations where large quantities of the
same pattern shape will be cut. Die cutting also offers much faster cutting for
the same depth of the cut. It is proportionally more economic for small parts
which have a greater periphery in relation to their area than do large parts.
In addition, the level of accuracy demanded of small parts is not only greater
but correspondingly more difficult to achieve with conventional knives. 9. Laser
cutting- a laser produces a beam of light which can be focused into
a very small spot producing a very high energy density. The energy transfers to
the material on which it is focused, producing a rapid increase in temperature.
Cutting takes place by vaporisation. Charring is prevented by the use of a jet
of inert gas which also removes debris and smoke from the cutting area. A laser
beam does not become blunt and need renewing but it does suffer from limited
depth of focus. This limits the depth of fabric it can cut and the best results
are achieved when cutting single plies. There is also a risk that the edges may
fuse together. Laser cutters are being used successfully in the cutting of
sails where single ply cutting is the norm and a slight fusing of the edge of
the synthetic, woven materials that are used is actually desirable. They are
also used for cutting in some areas of home furnishings.
9. Laser
cutting- a laser produces a beam of light which can be focused into
a very small spot producing a very high energy density. The energy transfers to
the material on which it is focused, producing a rapid increase in temperature.
Cutting takes place by vaporisation. Charring is prevented by the use of a jet
of inert gas which also removes debris and smoke from the cutting area. A laser
beam does not become blunt and need renewing but it does suffer from limited
depth of focus. This limits the depth of fabric it can cut and the best results
are achieved when cutting single plies. There is also a risk that the edges may
fuse together. Laser cutters are being used successfully in the cutting of
sails where single ply cutting is the norm and a slight fusing of the edge of
the synthetic, woven materials that are used is actually desirable. They are
also used for cutting in some areas of home furnishings.
10. Plasma
cutting- was originally developed to satisfy a demand for high
quality cutting on stainless steels and aluminium but it can also be used to
cut textiles. Cutting is achieved by means of a velocity jet of high
temperature ionised gas.
11. Water
jet cutting- a
very high velocity, small diameter stream of water is created by applying high
pressure water to a nozzle. The high pressure jet acts as a solid tool when it
encounters the material to be cut, tearing the fibres on impact. As the jet
penetrates successive plies in a spread, the momentum decreases and cutting
ability is reduced. The jet spreads out and the cut is wider and rougher at the
bottom of the spread. Here the jet of water is normally caught and drained
away. There is a danger of wet edges and water spotting. The water used must be
filtered and de-ionised. Water jet cutting is most effective with harder sheet
materials, including leather and plastic.

Comments
Post a Comment